这个现场也是一言难尽啊
首先进去一堆一堆的铜,摞的比人还高,那都是一堆一堆的钱啊,现在铜价那么贵,真是开了眼了
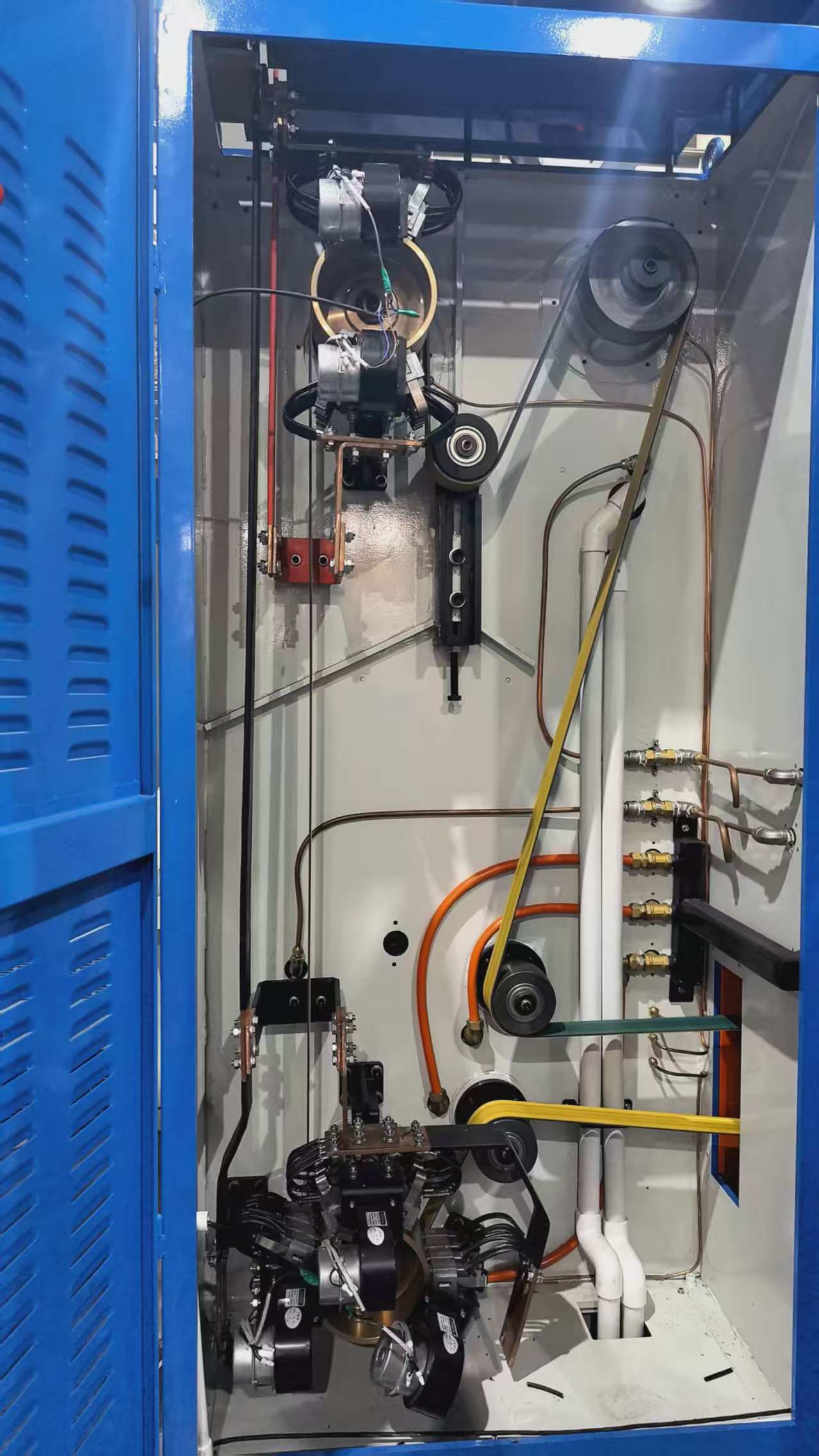
因为这个厂是做线缆的,需要把铜加工成不同粗细的铜丝,再包上皮,做成电线,用的是拉丝机,把铜变软,那么就需要有温度,不然铜丝出来是硬的,就达不到施工要求。
那边有一台设备好几年没有开机用了,这次才买了汇川的机器装上去,想把那台机器给用起来,结果问题频出
故障处理经过
主要是设备存在模拟量指令和实际输出不匹配
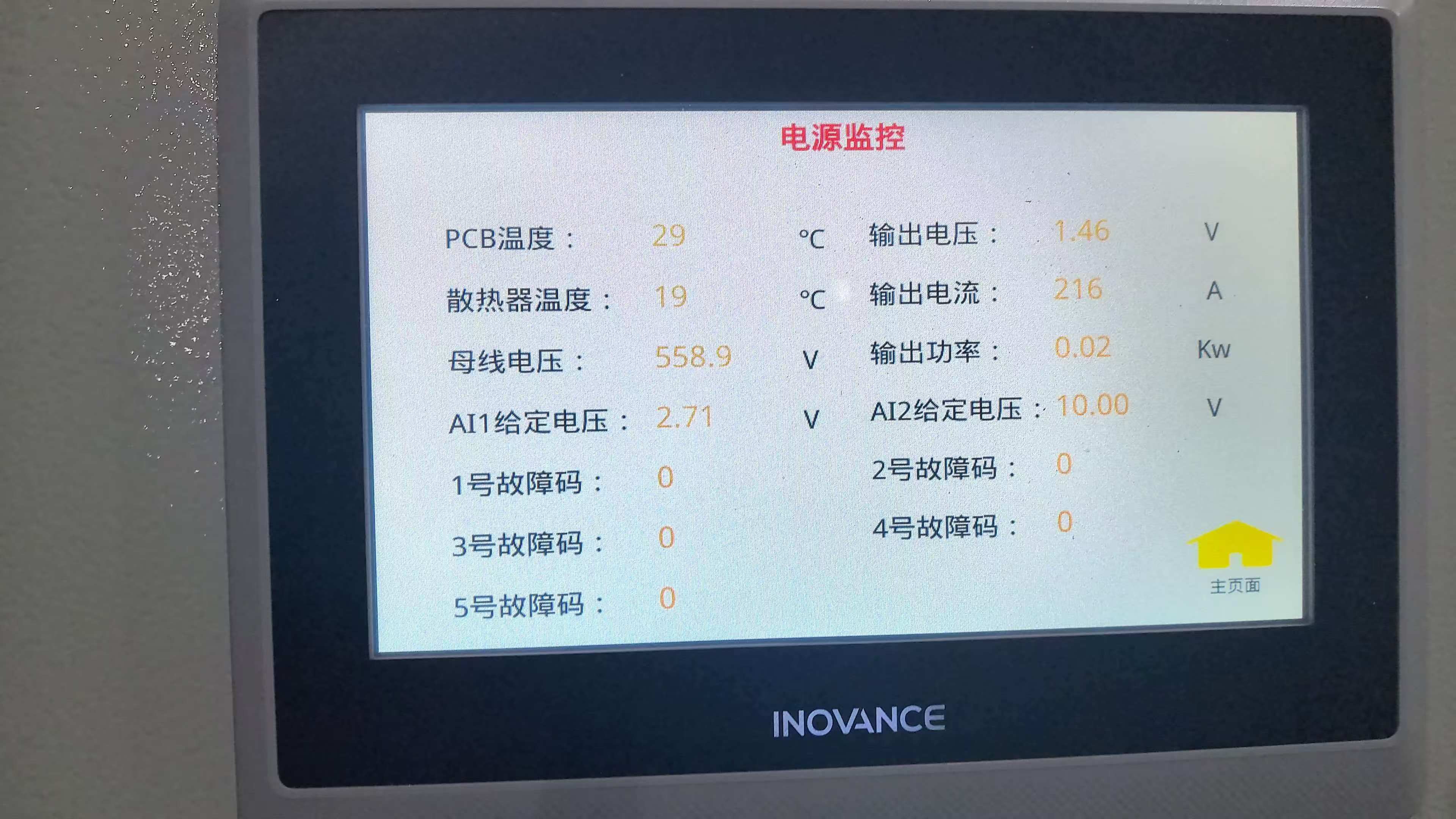
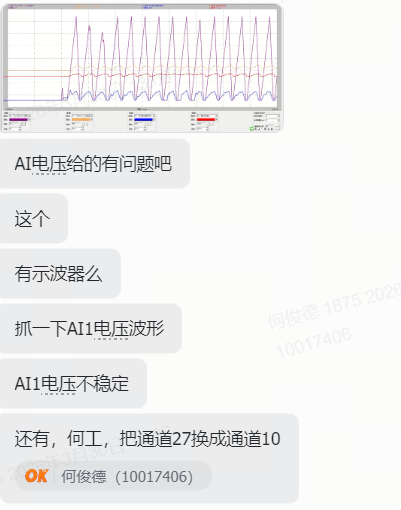
首先机器可以运行,但AI1的电压在启动的时候只有2.7V左右
在后面板块测量也是只有2V左右的电压
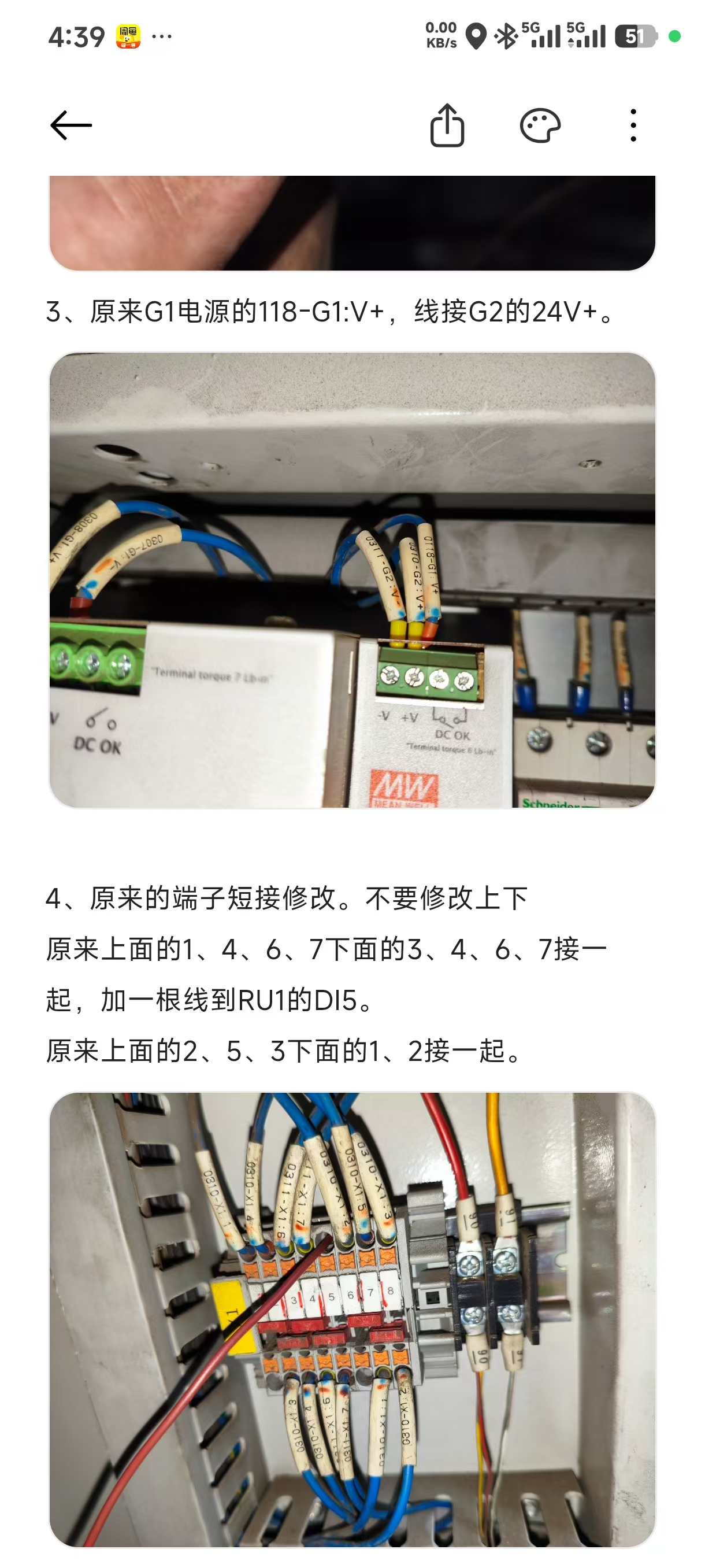
麦格米特plc的接线没有号码管标识,无法识别AO与AI1的接线
查了报警记录,也记录A1和A5组相关模拟量参数,复机测试设备还是不行
继续排查
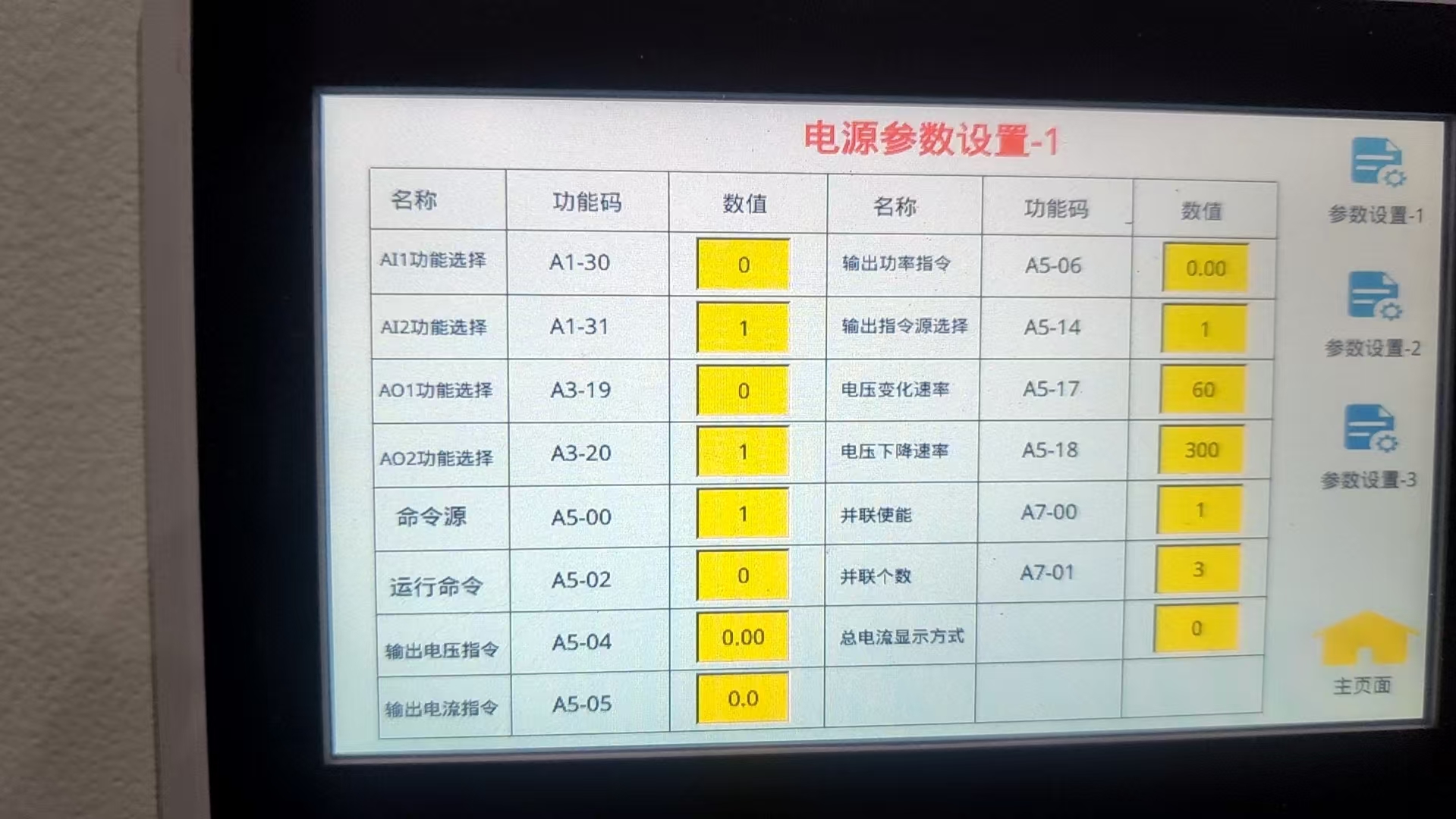
先做模块本地指令输出测试,修改参数A5-00=0,A5-14=0,A5-05=1000,A5-06=54,脱开负载,A5-02设1就运行,0就不运行,A5-04控制实际输出电压(空载测试0-10V),万用表测量对比输出端电压、U0-03输出电压显示与实际设定输出电压是否一致(若偏差过大,进行输出电压校准)
结果他设定A5-04实际输出电压的是给他设定1V 2V都不回报负载短路,在3V及以上就开始报短路了,停止运行之后就不报了
然后用铁丝缠绕,做个假负载,测输出,结果A5-04不管怎么变,U0-03电压始终显示0.1,可监控组没有值,实际测量输出端是有电压的
于是将3个模块分别单机输出测试,将原模块1端子台插接到测试输出的模块上测,判断是检测电压的元件坏了,只能换模块了
然后再次前往现场准备了拆装工具,MD32NKE1键盘,网线,电脑,MD200后台线(USB转232+烧录卡+定制线),万用表
安装好后,参数设置完成,试机结果是还是和之前一样,电压没变化
改参数试了也不行,于是和现场沟通,又脱开负载测,还是不行,而且电压上升下降都很慢
于是在现场找了个电位器,直接拉个10V过去ai1测一了下

结果还是不行,AI2要保持有10V输入
停机测了下输出正负极铜排之间的电阻有68Ω左右,再把把铜丝再挂上去拉紧后测了下阻值为0
不断的改参数,不断的重复测,一天很快又过去了
再继续,测波形,换通道,测波形
然后空跑模拟量控制,带载参数给定控制
又加电位器测试,同时一边找资料,一边摇人
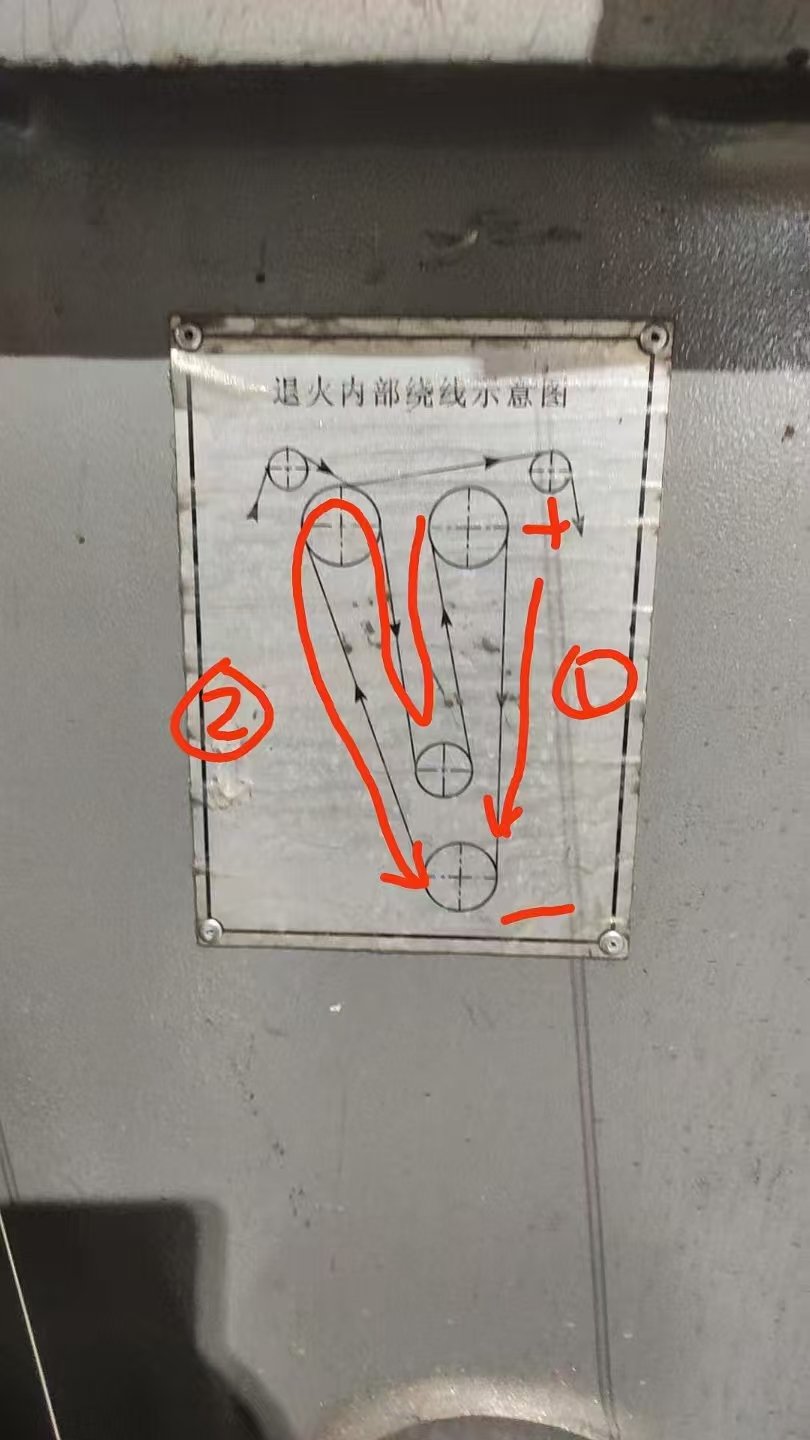
一个个梳理过去,然后排查线路,可现场部分号码管,根本看不清了
只能一边查一边改,然后脱载进行测试,其实直接带载跑也行,模拟量给回plc控制的话不会烧断线
终于,输出对了
然后上料,准备测试
自动换盘,1小时一换,换盘时设备不停不减速,输出功率与生产时一样,日常最大收线速度1100、退火40%,输出电压52V左右浮动,三台模块总电流570A左右、一台模块电流190A左右
一节正常,终于搞定
他丫的,就是线接错了,线也可以那样接,也可以运行起来,但就是没有输出
吐槽一下
当时设备厂的人也在那里,是一个大叔,有一天搞得很晚,差不多是交接班的时候吧,让他帮忙开下机,他直接就开始骂人了,还让我滚,不帮拉倒嘛,我直接没理他,要是反击投诉肯定是没跑了,哎
从我们去修那台机子后,就可以看得出来他很不高兴,听他们说这台机子修好后,要分给这大叔负责,等于是他的工作量就要变大了……



